Tangentialsteuerung
Die Tangentialsteuerung kann für jedes Bahnsegment individuell aktiviert bzw. deaktivert werden. Die Einstellungen bleiben modal erhalten. Im Grundzustand ist die Tangentialsteuerung deaktiviert.
Bei aktivierter Tangentialsteuerung in der X-Y-Ebene wird die X-Achse des Werkzeugkoordinatensystems in der senkrechten Projektion der Bahn auf die X-Y-Ebene tangential zur Bahn in Bewegungsrichtung ausgerichtet. Entsprechend wird die Y-Achse tangential ausgerichtet bei Tangentialsteuerung in der Y-Z-Ebene, sowie die Z-Achse bei Tangentialsteuerung in der Z-X-Ebene.
Im Grundzustand ist die X-Y-Ebene eingestellt. Sie kann im SRL-Befehl SET_TANGENTIAL_PARA sowie in allen SRL-Kreisbefehlen eingestellt werden. Die Tangentialsteuerung und die Kreisinterpolation erfolgen in der gleichen Ebene.
Abhängig vom konfigurierten Kinematikmodell muss bei aktivierter Tangentialsteuerung eine bestimmte Ebene eingestellt sein, ansonsten wird die Fehlermeldung 16#7E7C "TangentialControlInChosenPlaneNotPossible" ausgegeben. Bei Kinematikmodellen mit den kartesischen Freiheitsgraden RotZ oder RotZ/RotY oder RotZ/RotX muss die X-Y-Ebene eingestellt sein. Bei Kinematikmodellen mit RotY oder RotY/RotX muss die Z-X-Ebene eingestellt sein. Bei Kinematikmodellen mit RotX muss die Y-Z-Ebene eingestellt sein. Bei deaktiverter Tangentialsteuerung können für die Kreisinterpolation alle Ebenen eingestellt werden.
Mit Kinematikmodellen ohne rotativen kartesischen Freiheitsgrad ist grundsätzlich keine Tangentialsteuerung möglich. Ebenso unterstützt die aktuelle Version der Software keine Tangentialsteuerung bei Robotern mit drei rotativen kartesischen Freiheitsgraden. Bei Aktivierung der Tangentialsteuerung mit solchen Kinematikmodellen wird die Fehlermeldung 16#7E7B "TangentialControlWithKinModelNotPossible" ausgegeben.
Für die Aktivierung der Tangentialsteuerung muss nach dem SRL-Befehl SET_TANGENTIAL_PARA mindestens ein LINEAR- oder ein CIRC-Befehl ausgeführt werden. Siehe dazu Tangentialsteuerung einstellen. PTP-Befehle können bei aktivierter Tangentialsteuerung nicht ausgeführt werden. In dem Fall wird die Fehlermeldung 16#7E7D "TangentialControlWithPTPNotPossible" ausgegeben. Das Deaktivieren der Tangentialsteuerung erfolgt entweder durch entsprechende Parametrierung mittels des SRL-Befehls SET_TANGENTIAL_PARA oder automatisch durch Herstellen des Grundzustand.
Es besteht die Möglichkeit, im SRL-Befehl SET_TANGENTIAL_PARA einen gewünschten Winkelversatz zwischen der Bahntangente und der auszurichtenden Koordinatenachse des Werkzeugkoordinatensystems einzustellen. Dies ist nützlich, wenn z. B. ein Sägeblatt nicht genau tangential am zu bearbeitenden Werkstück entlanggeführt werden darf, sondern ein definierter Anstellwinkel erforderlich ist. Durch Einstellung des Winkelversatzes 180° lässt sich z. B. ein Messer drehen, sodass die andere Klingenseite zum Einsatz kommt.
Die rotative Koordinate der Zielposition eines Bahnsegments, die um die zur Ebene der Tangentialsteuerung senkrechte Achse dreht, also z. B. RotZ bei eingestellter X-Y-Ebene, wird für die Bestimmung des Anstellwinkels zum parametrierten Winkelversatz addiert. Die Koordinate wird bei einer Folge von Bahnsegmenten mit aktivierter Tangentialsteuerung modal verwendet. Ist die Koordinate im ersten Bahnsegment einer Folge von Bahnsegmenten mit aktivierter Tangentialsteuerung nicht im SRL-Befehl angegeben, so wird vom Wert 0 ausgegangen.
Wenn ein Bahnsegment mit aktivierter Tangentialsteuerung keine translatorische Bewegungskomponente in der Ebene der Tangentialsteuerung aufweist, bleibt die Orientierung um die Achse senkrecht zur Ebene der Tangentialsteuerung erhalten. In dem Fall werden weder der Winkelversatz noch die entsprechende rotative Koordinate der Zielposition verwendet.
Die Ausrichtbewegung in einem Rastpunkt auf die Tangente des nächsten Bahnsegments erfolgt immer auf dem kürzesten Weg. Bevor es durch die Tangentialsteuerung zur Verletzung von Endschaltern kommt, muss gegebenenfalls ein Bahnsegment ohne Tangentialsteuerung mit expliziter Angabe einer bestimmten Werkzeugorientierung ausgeführt oder referenziert werden.
Bahnsegmente mit aktivierter oder deaktivierter Tangentialsteuerung können mit oder ohne Überschleifen (Blending) aneinandergereiht werden. Mit Überschleifen werden die Bahnsegmente ohne Stillstand aneinandergereiht. Wenn die Tangentialsteuerung beim nächsten Bahnsegment aktiviert ist, erfolgt das Ausrichten der Tangente im Überschleifen. Ist die Tangentialsteuerung beim nächsten Bahnsegment deaktiviert, so startet das nächste Bahnsegment mit der im letzten Zielpunkt erreichten Orientierung und im Überschleifen wird die Orientierung entsprechend übergeführt. Ohne Überschleifen, jedoch aktivierter Tangentialsteuerung im nächsten Bahnsegment, erfolgt die Ausrichtbewegung im Rastpunkt zwischen den Bahnsegmenten. Ohne Überschleifen, bei deaktivierter Tangentialsteuerung im nächsten Bahnsegment, erfolgt im Rastpunkt zwischen den Bahnsegmenten keine Ausrichtbewegung.
Im Überschleifbereich (Blending Distance) erfolgt ein stetiger Übergang der translatorischen und rotatorischen Freiheitsgrade. Es kann im Überschleifbereich nicht auf eine bestimmte geometrische Form (z. B. Kreisbogen) geschlossen werden. Entsprechend kann es auch bei der Tangentialsteuerung bzw. Radiuskorrektur im Überschleifbereich zu kleinen Abweichungen kommen. Sollen solche Abweichungen vermieden werden, sind Bögen durch Kreissegmente abzubilden. Beispielsweise können Kurven mit veränderlichem Krümmungsradius im G-Code durch eine Folge kurzer Kreissegmente G2/G3 approximiert werden. Siehe dazu Übersicht: Im G-Code unterstützte SRL-Befehle.
Wenn in einem Rastpunkt eine Ausrichtbewegung auf die Tangente des nächsten Bahnsegments erfolgt und die Ausrichtbewegung einen parametrierbaren Grenzwinkel überschreitet, können vor und nach der Ausrichtbewegung optional bestimmte Aktionen ausgeführt werden. Der Grenzwinkel ist im Grundzustand auf 0° eingestellt. Ist der parametrierbare Hub <> 0 mm, so wird vor der Ausrichtbewegung eine Hubbewegung und nach der Ausgleichsbewegung eine entgegengesetzte Senkbewegung ausgeführt. Bei positivem Parameterwert erfolgt die Hubbewegung um die parametrierte Strecke in Richtung der Koordinatenachse senkrecht zur eingestellten Ebene der Tangentialsteuerung, bei negativem Vorzeichen entgegen der Koordinatenachse. So ist es möglich, das Werkzeug z. B. beim Anritzen einer Glasplatte vor der Ausrichtbewegung vom Werkstück abzuheben, um das Werkstück und das Werkzeug nicht zu beschädigen.
Alternativ oder zusätzlich, kann eingestellt werden, dass vor und nach der Ausrichtbewegung jeweils eine CallFunction solange aufgerufen wird, bis sie TRUE zurückgibt und die folgende Roboterbewegung erst anschließend ausgeführt wird. Für die vor bzw. nach der Ausrichtbewegung auszuführenden Codeteile der CallFunction können die gewünschten zu übergebenden Indizes uiCallIndex individuell parametriert werden. So kann in der CallFunction z. B. eine Pneumatikachse, die nicht zum Kinematikmodell gehört, zum Anheben und Absenken des Werkzeugs angesteuert werden. Wenn der Hub <> 0 mm und die Ausführung der CallFunction parametriert sind, so erfolgt die Ausführung der CallFunction vor der Hubbewegung bzw. nach der Senkbewegung.
Wenn eine CallFunction ausgeführt werden soll, muss ein CallFunction-Baustein an den Roboter gelinkt sein, ansonsten wird die Fehlermeldung 16#7E7A "TangentialControlCallFunctionNotLinked" ausgegeben. Während der Roboter auf die Rückgabe von TRUE wartet, wird die Meldung 16#17E70 "TangentialControlWaitingForCallFAtAlignment" zur Information ausgegeben.
Im Grundzustand ist der Hub mit dem Wert 0 mm parametriert und somit deaktiviert. Entsprechend ist im Grundzustand auch die Ausführung der CallFunction deaktiviert.
Die Tangentialsteuerung kann per SRL-Befehl aktiviert, parametriert und deaktiviert werden. Weitere Informationen dazu finden Sie im Kapitel Tangentialsteuerung einstellen. Außerdem unterstützt der G-Code-Import die gängigen G-Codes zur Tangentialsteuerung. Weitere Informationen dazu finden Sie in den Kapiteln Besonderheiten beim Dialekt Siemens Sinumerik für 840D und Besonderheiten beim Dialekt Beckhoff TwinCat CNC.
Beispiel einer Folge von Bahnsegmenten mit und ohne Tangentialsteuerung in der X-Y-Ebene
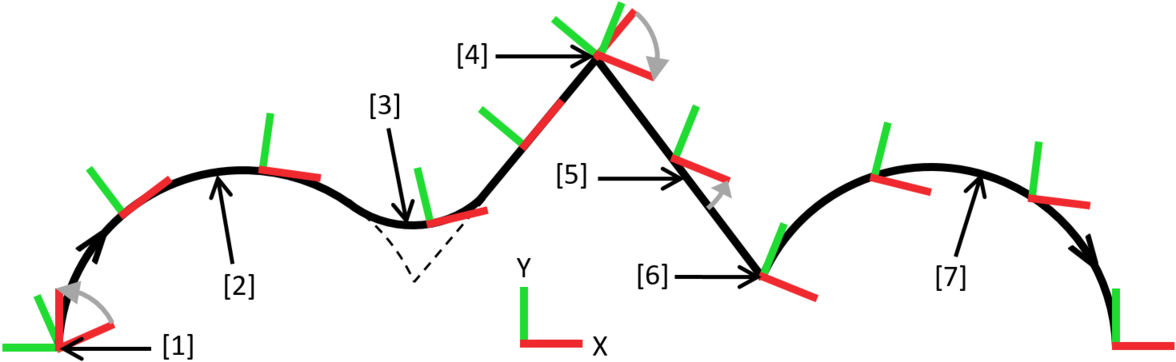
[1] | Ausrichtbewegung der X-Achse auf die Tangente des folgenden Bahnsegments, unter Berücksichtigung des parametrierten Winkelversatzes – mit vor-/nachgelagerter Hub-/Senkbewegung in Z-Richtung und/oder Ausführung einer CallFunction |
[2] | Kreissegment mit aktivierter Tangentialsteuerung ohne Winkelversatz |
[3] | Überschleifen (Blending) mit Überführen der Orientierung auf die Tangente des folgenden Linearsegments mit aktivierter Tangentialsteuerung ohne Winkelversatz |
[4] | Ausrichtbewegung im Rastpunkt wie [1] |
[5] | Linearsegment mit aktivierter Tangentialsteuerung bei Winkelversatz 30° |
[6] | Keine Ausrichtbewegung im Rastpunkt, da die Tangentialsteuerung im folgenden Bahnsegment deaktiviert ist |
[7] | Kreissegment ohne Tangentialsteuerung mit Zielorientierung RotZ = 0° |
Zum Realisieren einer Radiuskorrektur z. B. für Fräsanwendungen mit einem zylindrischen Werkzeug müssen Sie den Werkzeugradius bei Tangentialsteuerung in der X-Y-Ebene in der Y-Koordinate der Werkzeugtransformation einstellen. Entsprechend müssen Sie den Werkzeugradius bei Tangentialsteuerung in der Y-Z-Ebene in der Z-Koordinate und bei Tangentialsteuerung in der Z-X-Ebene in der X-Koordinate einstellen. Mittels des Vorzeichens wird festgelegt, auf welcher Seite der Bahn sich das Werkzeug bewegt. Beispielsweise muss die Einstellung bei Tangentialsteuerung in der X-Y-Ebene mit negativem Vorzeichen erfolgen für die Bewegung des Werkzeugs links neben der programmierten Bahn und mit positivem Vorzeichen für die Bewegung des Werkzeugs rechts neben der Bahn. Siehe dazu Anwendungsbeispiel Sprunghafte Umschaltung der Werkzeugtransformation. Beachten Sie, dass es bei Ecken in der Bahn ohne Überschleifen zu einem Genauhalt zu Beginn und am Ende des Ausrichtvorgangs kommt. Weiter ist zu beachten, dass eine aus Sicht des Werkzeugs konkav geformte Bahn mindestens den Krümmungsradius des zylindrischen Werkzeugs haben muss, also z. B. keine Ecken ohne Überschleifen enthalten darf, damit das Werkzeug die Bahn nicht überfährt, sondern sich exakt an der Bahn entlang bewegt.
Beispiele für die Verwendung der Tangentialsteuerung zur Radiuskorrektur eines zylindrischen Werkzeugs
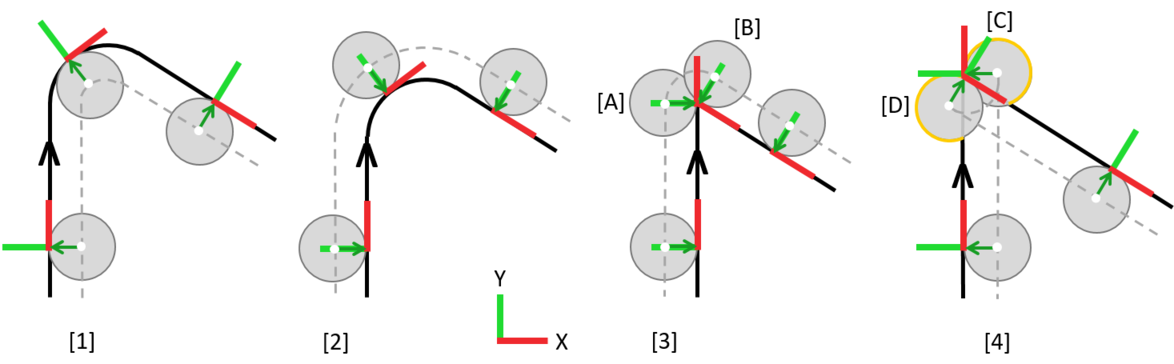
[1] | Konkave Bahn mit Krümmungsradius > Werkzeugradius |
[2] | Konvexe Bahn ohne Eckpunkt |
[3] | Konvexe Bahn mit Eckpunkt (2 Geraden ohne Überschleifen). Vor dem Ausrichten auf die neue Tangente kommt es bei [A] zu einem Rastpunkt, ebenso bei [B] nach dem Ausrichten. |
[4] | Konkave Bahn mit Eckpunkt (2 Geraden ohne Überschleifen, allgemein Krümmungsradius < Werkzeugradius). Vor dem Ausrichten auf die neue Tangente kommt es bei [C] zu einem Rastpunkt, ebenso bei [D] nach dem Ausrichten. In dem Fall wird die Bahn im orange gekennzeichneten Bereich durch das Werkzeug überfahren. |
