Speed compensation in the cutting area
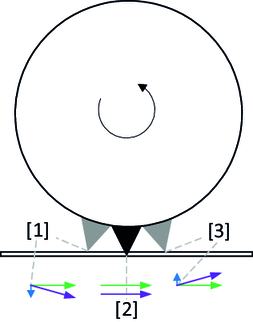
The linear curve in the cutting area is suitable for thin products (products made of thin material) where the web speed (violet) of the rotary knife in the synchronous range corresponds approximately to the speed in the direction of the product (green). The speed perpendicular to the product direction (blue) is low. In this case, only a small angle area is in contact with the product.
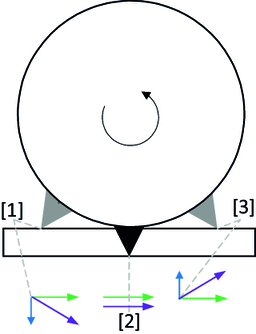
For products with a thickness that cannot be neglected, a larger angle area is in contact with the product. For this reason, the speed of the knife in the product direction (green) is significantly lower than the web speed (violet) at the beginning [1] and end [3] of the synchronous range.
The software module provides the "Automatic with speed compensation" operating mode (1401) to compensate for this speed difference. Speed compensation is performed by a curve of intersection that follows an arc sine function. This results in the following example sequences:
Knife circumference < nominal product length
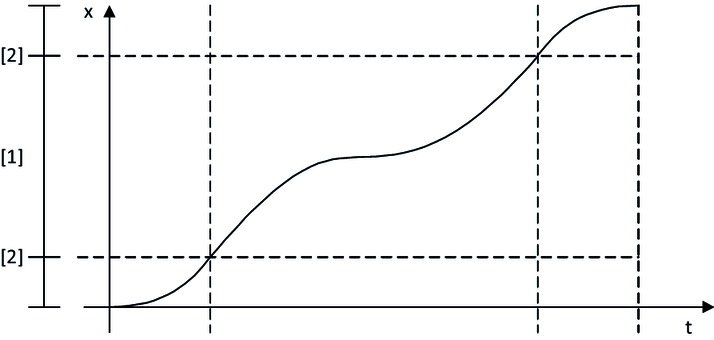
[1] | Curve section with reduced speed (undersynchronism) |
[2] | Curve section with speed compensation in the cutting area |
Knife circumference > nominal product length

[1] | Curve section with increased speed (oversynchronism) |
[2] | Curve section with speed compensation in the cutting area |
