Geschwindigkeitskompensation im Schnittbereich
Der lineare Kurvenverlauf im Schnittbereich ist geeignet für dünne Produkte (Produkte aus dünnem Material), bei denen die Bahngeschwindigkeit (violett) des rotierenden Messers im Synchronbereich näherungsweise der Geschwindigkeit in Produktrichtung (grün) entspricht. Die Geschwindigkeit orthogonal zur Produktrichtung (blau) ist gering. Der Kontakt mit dem Produkt findet hierbei nur in einem kleinen Winkelbereich statt.
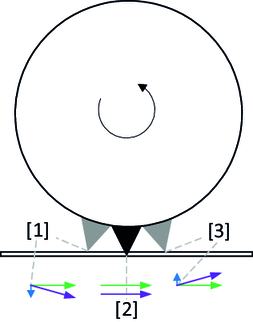
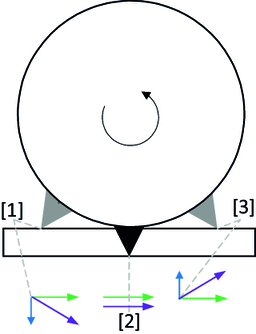
Bei Produkten mit nicht vernachlässigbarer Dicke, findet der Kontakt mit dem Produkt dagegen in einem größeren Winkelbereich statt. Daher ist am Anfang [1] und Ende [3] des Synchronbereichs die Geschwindigkeit des Messers in Produktrichtung (grün) deutlich geringer als die Bahngeschwindigkeit (violett).
Zur Kompensation dieser Geschwindigkeitsdifferenz stellt das Softwaremodul die Betriebsart "Automatik mit Geschwindigkeitskompensation" (1401) zur Verfügung. Die Geschwindigkeitskompensation erfolgt durch eine Schnittkurve, die einer Arkussinus-Funktion folgt. Es ergeben sich folgende beispielhafte Verläufe:
Messerumfang < Nennproduktlänge
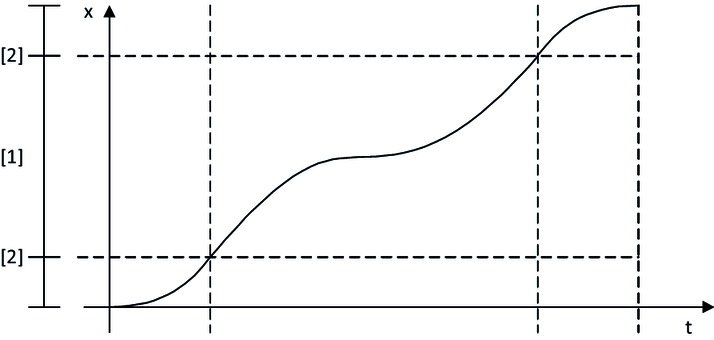
[1] | Kurvenabschnitt mit verringerter Geschwindigkeit (Untersynchronität) |
[2] | Kurvenabschnitt mit Geschwindigkeitskompensation im Schnittbereich |
Messerumfang > Nennproduktlänge

[1] | Kurvenabschnitt mit erhöhter Geschwindigkeit (Übersynchronität) |
[2] | Kurvenabschnitt mit Geschwindigkeitskompensation im Schnittbereich |
