三角皮带传动装置的安装
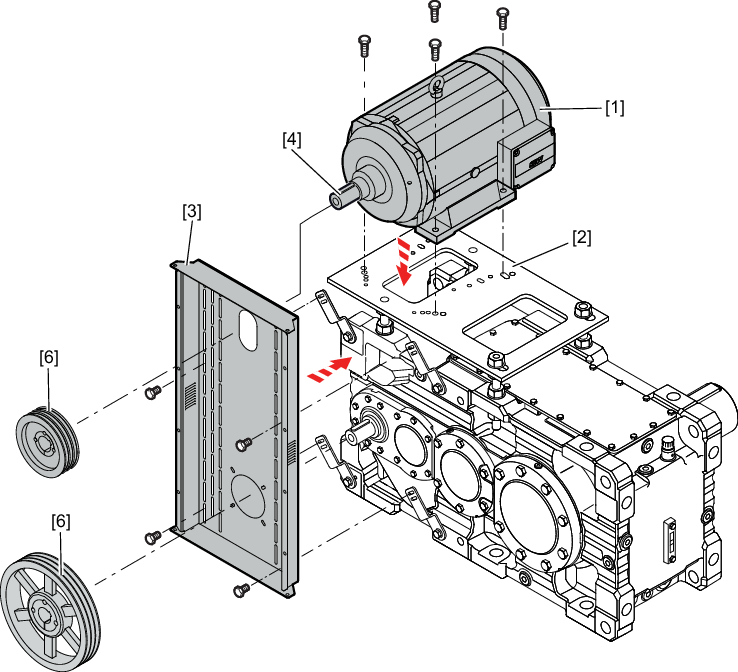
- 将电机 [1] 安装到底板 [2] 上(紧固螺栓不包括在供货范围内)。
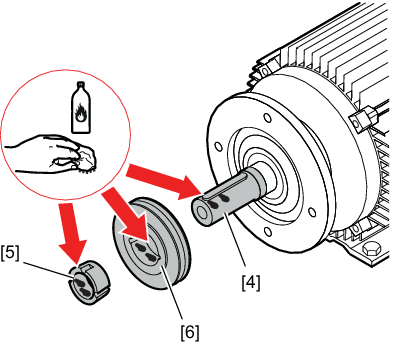
- 清洁并为轴 [4]、锥形轴套 [5] 和皮带轮 [6] 去脂。
- 将皮带防护罩 [3] 固定在规定的夹紧装置上。此时请注意皮带张开和收紧时所需的空间,以及防护罩开口的目标方向。
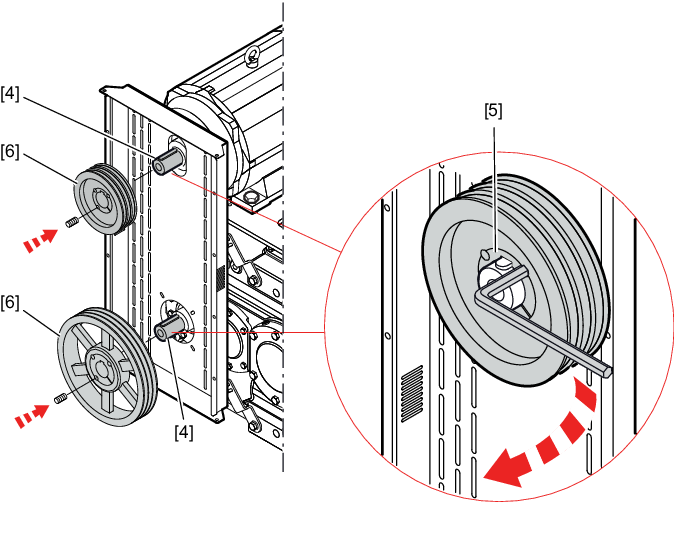
- 将已经与锥形轴套装配在一起的皮带轮 [6] 装在减速机和电机轴 [4] 上。对锥形轴套的螺栓进行简单的润滑并用润滑脂对剩余未填塞的孔进行填塞,避免造成脏污。均匀拧紧锥形轴套 [5] 的锁紧螺栓。在拧紧过程中,通过轻微敲击轮毂辅助连接。
下表给出了锥形轴套 [5] 的拧紧扭矩。
尺寸 | 扳手口规格 | 螺栓数量 | 拧紧扭矩,单位Nm |
|---|---|---|---|
TB 1008, 1108 | 3 | 2 | 5.7 |
TB 1210, 1215, 1310, 1610, 1615 | 5 | 2 | 20 |
TB 2012 | 6 | 2 | 31 |
TB 2517 | 6 | 2 | 49 |
TB 3020, 3030 | 8 | 2 | 92 |
TB 3525, 3535 | 10 | 3 | 115 |
TB 4040 | 12 | 3 | 172 |
TB 4545 | 14 | 3 | 195 |
TB 5050 | 14 | 3 | 275 |
- 将皮带轮 [7] 定位在尽可能靠近轴肩 [8] 的位置处。若两个皮带轮的轮缘宽度不同,必须在定位时加以考虑。在拧紧锥形轴套前后,借助直尺 [9] 或合适的校正仪器对皮带轮是否对齐进行检查。下表给出了最大允许的对齐误差。
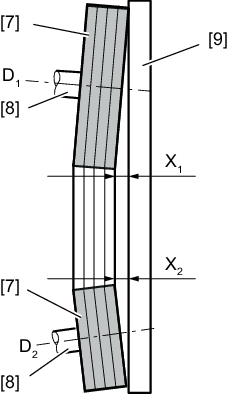
皮带轮直径D1,D2 (mm) | 最大允许距离X1,X2 |
|---|---|
112 | 0.5 |
224 | 1.0 |
450 | 2.0 |
630 | 3.0 |
对于其他皮带轮直径,必须以内插法计算X1、X2的中间值。
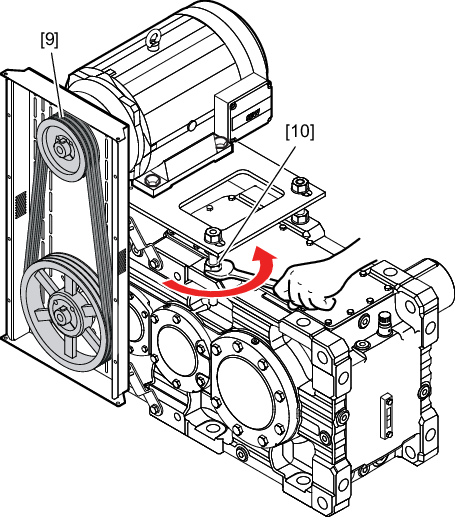
- 将V型皮带 [9] 平放在皮带轮上,相对于螺杆 [10] 校准底板将其预张紧。
- 通过使用合适的张力测试仪器对皮带张力进行检查。如果没有专用测量仪,可以采用下述方法,粗略检查预张力。
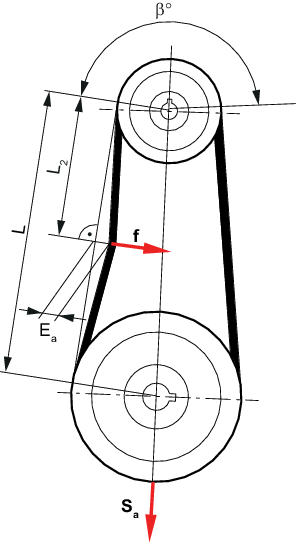
- 借助下表确定测试力 [f],在皮带正确预张紧时,用相应的测试力施加在皮带自由长度的中间位置,形成按压深度 [Ea]。
- 将测量值与表格(见后页)中的数据值进行比较。修正皮带张力,直到达到表格中的值。
- 拧紧所有螺栓和螺母,然后再次对皮带轮的校准情况以及是否遵守正确的皮带张力进行检查。
- 确保皮带预紧力正确。
- 按照规定安装用于V型皮带传动的保护罩。
- 为了对V型皮带的初始张力进行补偿,在运行大约24小时后应对皮带预紧力进行检查。同时检查锥形轴套及其锁紧螺栓是否安装牢固。
提示
仅在使用SEW-EURODRIVE公司的V型皮带时,下表中的说明和数值才有效。使用其他制造商的V型皮带时,运营方有责任确定所需的皮带张力并确保不超过允许的弯曲扭矩。
更多的信息
