规格X170 ~ 320
提示
- 供货范围包括:
- 紧固螺栓 [3] 和端板 [4]。
- 供货范围不包括:
- 螺杆 [2]、螺母 [5]、紧固螺栓 [6]、压紧螺栓 [8]。
- 在轴套 [11] 和花键槽区域的机器主轴 [1] 上涂抹少许装配膏,如NOCO膏。
- 将减速机推入机器主轴。空心轴和机器主轴的花键必须互相啮合。
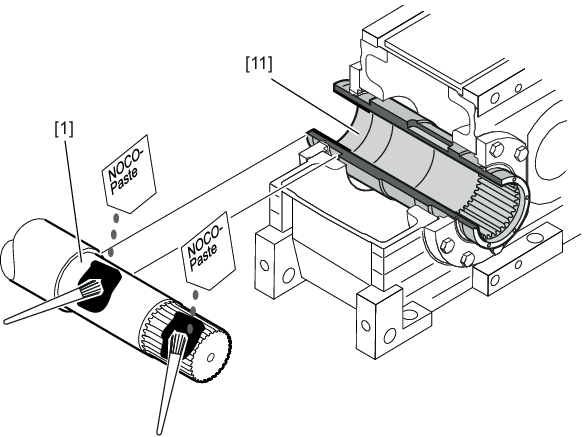
[1] | 机器主轴 |
[11] | 轴套 |
- 拧紧紧固螺栓 [3] 并将螺杆 [2] 拧入机器主轴 [1]。请注意以下螺杆 [2] 的螺纹尺寸。
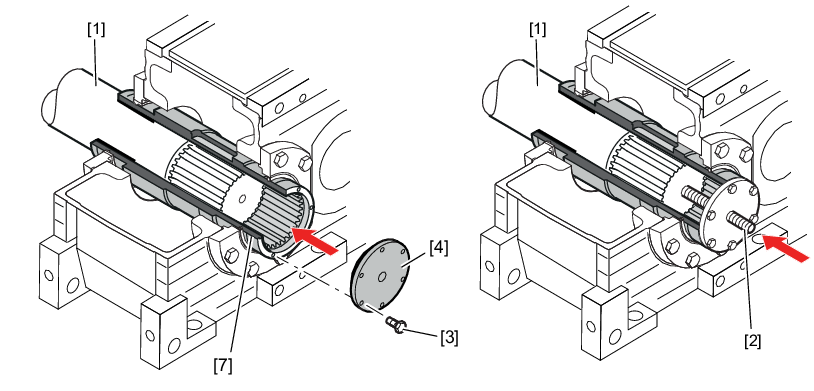
[1] | 机器主轴 | [4] | 端板 |
[2] | 螺杆 | [7] | 空心轴 |
[3] | 紧固螺栓 |
规格 | 强度等级8.8 |
|---|---|
X..V170 – 230 | M30 |
X..V240 – 300 | M36 |
X..V310 – 320 | M42 |
遵守以下针对紧固螺栓 [3] 的数据。
规格 | 6个 | 拧紧扭矩 | |
|---|---|---|---|
装配/运行状态 | 拆卸 | ||
X..V170 – 190 | M10 x 30 | 78 | 用手拧紧 |
X..V200 – 230 | M12 x 30 | 135 | 用手拧紧 |
X..V240 – 300 | M16 x 40 | 330 | 用手拧紧 |
X..V310 – 320 | M20 x 50 | 645 | 用手拧紧 |
- 将螺母 [5] 拧紧到螺杆上的端板 [4] 位置。拧紧螺母 [5],直至机器主轴 [1] 的轴肩位于空心轴上。
- 松开螺母 [5]。旋出螺杆 [2]。
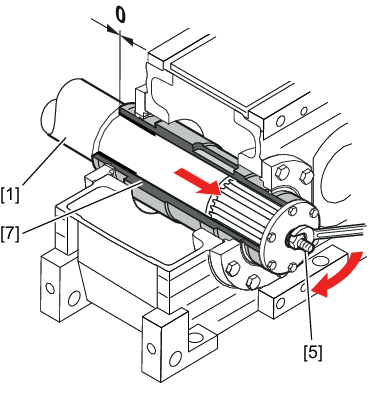
[1] | 机器主轴 |
[5] | 螺母 |
[7] | 空心轴 |
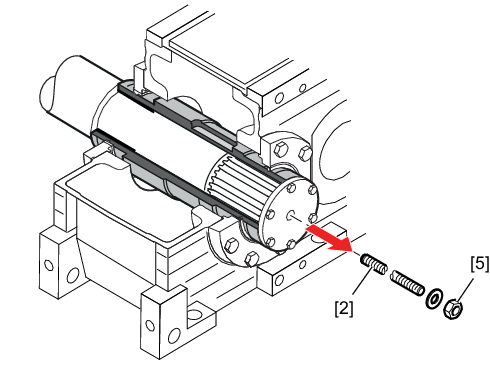
[2] | 螺杆 |
[5] | 螺母 |
- 用紧固螺栓 [6] 固定机器主轴 [1]。另外还要再用合适的螺栓防松剂锁住紧固螺栓。遵守以下针对紧固螺栓 [6] 的数据。
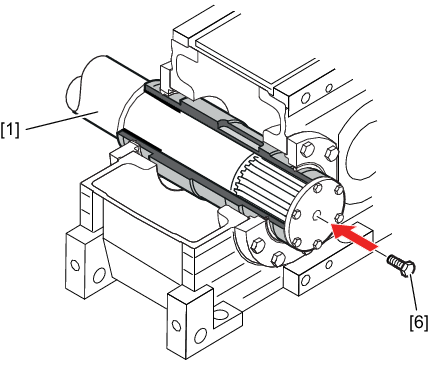
[1] | 机器主轴 |
[6] | 紧固螺栓 |
规格 | 紧固螺栓 | 拧紧扭矩,单位Nm |
|---|---|---|
X..V170 – 230 | M30 | 1590 |
X..V240 – 300 | M36 | 2760 |
X..V310 – 320 | M42 | 4410 |
- 按照规定将保护罩安装到减速机上并注意保证密封。
