Tracking with configured axis as master source
The following application example illustrates how you can configure the "Tracking" operating mode using a configured axis as the master source. In this example, axis 2 follows axis 1. In "Velocity" operating mode, axis 1 moves at 60 cycles per minute. The proportional factor is set to 100 mm/cycle.
Control
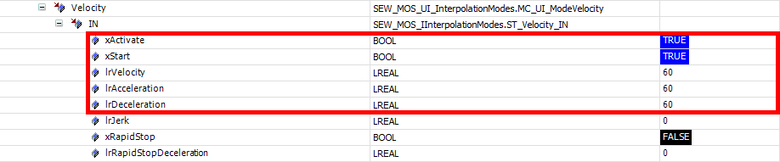
Control the axis in the Velocity structure as follows:
- To activate the operating mode, set xActivate to "TRUE".
- Define a speed of 60 cycles per minute by setting lrVelocity, lrAcceleration, and lrDeceleration to 60.
- To start the operating mode, set xStart to "TRUE".
Control the axis in the Tracking structure as follows:
- To activate the operating mode, set xActivate to "TRUE".
- Define a proportional factor of 100 mm/cycle by setting diTrackingNumerator to 100 and diTrackingDenominator to 1.
- To start the operating mode, set xStart to "TRUE".
Interface in the IEC Editor

Trace recording

[1] | SEW_GVL.Interface_Axis1.ProfileGeneration.Velocity.In.xActivate |
[2] | SEW_GVL.Interface_Axis1.ProfileGeneration.Velocity.In.xStart |
[3] | SEW_GVL_Internal.Axis1._fbProfileGenerationControl._stOUTInterpolation.stSetpointsUserUnits.lrPosition |
[4] | SEW_GVL_Internal.Axis1._fbProfileGenerationControl._stOUTInterpolation.stSetpointsUserUnits.lrVelocity |
[5] | SEW_GVL_Internal.Axis1._fbProfileGenerationControl._stOUTInterpolation.stSetpointsUserUnits.lrAcceleration |
[6] | SEW_GVL.Interface_Axis2.ProfileGeneration.Tracking.In.xActivate |
[7] | SEW_GVL.Interface_Axis2.ProfileGeneration.Tracking.In.xStart |
[8] | SEW_GVL_Internal.Axis2._fbProfileGenerationControl._stOUTInterpolation.stSetpointsUserUnits.lrPosition |
[9] | SEW_GVL_Internal.Axis2._fbProfileGenerationControl._stOUTInterpolation.stSetpointsUserUnits.lrVelocity |
[10] | SEW_GVL_Internal.Axis2._fbProfileGenerationControl._stOUTInterpolation.stSetpointsUserUnits.lrAcceleration |
Note:
- The measurement with Cursor1 and Cursor2 shows that the slave axis moves exactly 100 mm, while the master axis moves 1 cycle.
- The master axis moves at 60 cycles per minute. The slave axis therefore moves at 100 mm/s.
- The master axis accelerates at a rate of 60 cycles per minute per second. It reaches the speed after 1 second; therefore, the slave axis accelerates at a rate of 100 mm/s/s.
